Tento článek se zaměřuje na aktuální trendy a metody výroby betonářské výztuže, jakostní značky a jejich grafické znázornění. Dále se věnuje problematice svařování betonářské výztuže, specifikům ovlivňujícím kvalitu svarových spojů a procesnímu přístupu k svařování.
Přehled ocelí pro betonové konstrukce a jejich výroba
Oceli používané v betonových konstrukcích lze rozdělit do dvou hlavních skupin:
- První skupinu tvoří oceli kruhového průřezu s příčnými žebírky nebo vtiskem na povrchu. Tyto oceli se ukládají do konstrukcí volně, obvykle ve formě tyčí, svařovaných sítí nebo prostorových nosníků.
- Druhou skupinu tvoří předpínací výztuž, která se do konstrukcí ukládá v předpjatém stavu.
Zásady pro navrhování betonových a železobetonových konstrukcí jsou vymezeny v souboru norem řady EN 1992, známých jako Eurokód 2. V návaznosti na Eurokód 2 byl v roce 2005 vydán evropský standard EN 10 080 „Ocel pro výztuž do betonu - Svařitelná betonářská ocel - Všeobecně“. Tento standard stanovuje obecné požadavky a definice pro provozní charakteristiky svařitelné betonářské oceli určené pro výztuže betonových konstrukcí. Současně existuje předběžný standard prEN 10 138, část 1 „Oceli pro předpínání betonu - Část 1: Všeobecné požadavky“.
Problematika svařování betonářských ocelí se převážně týká ocelí pro výztuž do betonu s žebírky, což úzce souvisí se současnými trendy jejich výroby.
Současné trendy ve výrobě svařitelné betonářské výztuže s žebírky
V současnosti je většina těchto ocelí vyráběna jedním z následujících způsobů:
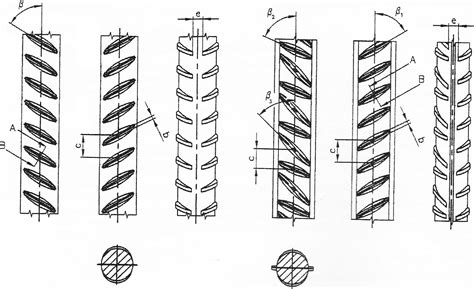
1. Válcování za tepla s následným řízeným ochlazováním
Po výstupu z válcovací stolice, kde dochází k vyválcování žebírek, prochází tyč speciálním chladicím zařízením (např. Thermex, Tempcore, QTB). Toto zařízení způsobuje zakalení povrchu tyče, výsledkem čehož je ocel s houževnatým feriticko-perlitickým jádrem a zakalenou martenzitickou povrchovou vrstvou. Ocel pro výztuž má zpravidla dvě řady příčných žebírek, je vyráběna v průměrech od 8 do 40 mm a dodávána převážně v tyčích s deklarovanou vyšší plasticitou (duktilita B nebo C).
2. Válcování za tepla s následným natažením za studena
Za tepla válcovaná ocel s žebírky je navinuta na svitek. Po vychladnutí je na speciálním zařízení převinuta a dodatečně natažena o přibližně 4-5 %. Natažení za studena vede ke zpevnění oceli s mírnou ztrátou její plasticity. Ocel pro výztuž má obvykle čtyři řady příčných žebírek, je vyráběna v průměrech od 6 do 16 mm a dodávána převážně ve svitcích s deklarovanou vyšší tažností (obvykle s duktilitou B, výjimečně C).
3. Válcování za studena
Za tepla válcovaná hladká ocel ve svitku je za studena protlačena přes průvlak, který způsobí redukci průřezu a současně vyválcuje žebírka na povrchu. Tento proces vede ke zpevnění oceli při ztrátě její plasticity, přičemž míra zpevnění závisí na redukci drátu. Ocel pro výztuž má typicky tři řady příčných žebírek, je vyráběna v průměrech od 4 do 14 mm a dodávána převážně ve svitcích, případně rovnana do tyčí, s deklarovanou normální tažností (obvykle s duktilitou A, případně B). Tato ocel se často využívá k výrobě svařovaných sítí a prostorových nosníků (trigonů).

Problematika svařování betonářské výztuže
V roce 2006 byl vydán soubor norem EN ISO 17660 „Svařování - Svařování betonářské oceli“, který zahrnuje část 1 pro nosné svarové spoje a část 2 pro nenosné svarové spoje. Tyto normy doplňují požadavky na svařování betonářské výztuže uvedené v ČSN EN 1992-1-1 „Eurokód 2: Navrhování betonových konstrukcí - Část 1-1: Obecná pravidla a pravidla pro pozemní stavby“. V roce 2007 byly normy řady EN 17660 vydány v české verzi jako národní normy.
Důvodem pro vydání norem řady ČSN EN ISO 17660 byly stále rostoucí nároky na železobetonové konstrukce a s tím související betonářskou ocel. Tyto nároky vyžadovaly specifickou úroveň zručnosti a znalostí svářečského personálu (svářečů a svářečského dozoru) a zavedení zvláštních postupů pro dosažení požadované kvality svarů.
Normy řady ČSN EN ISO 17660 platí pro svařování spojů (nosných i nenosných) ze svařitelné betonářské oceli a korozivzdorné betonářské oceli, ať už při svařování v dílnách nebo na montáži. Zahrnují svarové spoje mezi betonářskou ocelí navzájem, ale také mezi betonářskou ocelí a jinými ocelovými součástmi (spojovací prvky, kotvy atd.). Normy se však nevztahují na výrobu svařovaných sítí a příhradových nosníků na mnohobodových strojích pro bodové a výstupkové svařování.
Metody svařování betonářských ocelí
Normy řady ČSN EN ISO 17660 předepisují metody svařování použitelné pro svařování betonářských ocelí:
- Spoj přesahem: Jedná se o jeden z nejčastěji využívaných způsobů svařování betonářských ocelí, zejména na montážích, který využívá přeplátování.
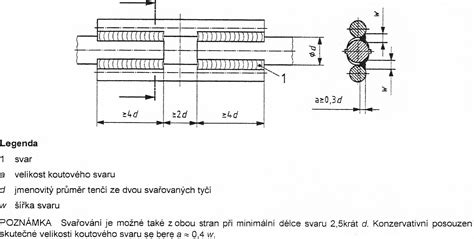
- Spoj s příložkami: Podobně jako spoj přesahem, může být proveden jednostrannými nebo oboustrannými svary. Je nutné dodržet předepsanou délku příložek (délku svaru) a velikost svaru. Pokud mají příložky a spojované tyče stejné mechanické vlastnosti, musí být celková plocha průřezu příložek rovna nebo větší než plocha průřezu spojovaných tyčí.
- Tupý spoj: Další způsob svařování betonářské výztuže, který je zpravidla proveden jako oboustranný V-svar, jednostranný V-svar, oboustranný poloviční V-svar nebo jednostranný V-svar na podložce.
- Křížový spoj: Používá se pro svařování křížících se tyčí betonářské výztuže. Může být proveden jako oboustranný nebo jednostranný. U nosných křížových spojů musí být na výkresové dokumentaci stanoven smykový součinitel (Sf), který musí být ověřen zkouškami. Pro zabránění vzniku trhlin ve svaru musí být splněna podmínka minimální výšky (a ≥ 0,3 dmin) a délky (l ≥ 0,5 dmin) křížového svaru. Průměr křížících se tyčí by měl splňovat podmínku dmin / dmax ≥ 0,4.
- Svarové spoje betonářské oceli s jinými ocelovými součástmi: Tyto spoje zahrnují například boční přeplátování na přímých nebo ohnutých tyčích betonářské oceli.

Procesní přístup ke svařování betonářské výztuže
Druhá část článku se věnuje procesnímu přístupu ke svařování betonářských výztuží, včetně požadavků na způsobilost svářečského personálu, kvalifikace postupů svařování, výrobních zkoušek svarů a požadavků na způsobilost výrobce pro získání certifikátu.
Kvalifikace svářečů a operátorů
Pro jednotlivé metody svařování musí mít výrobce k dispozici dostatečný počet kvalifikovaných svářečů. Pro svařování nosných svarových spojů tyčí z betonářské oceli musí mít svářeč výchozí způsobilost ke svařování koutových svarů podle ČSN EN ISO 9606-1, doplněnou o speciální výcvik svařování betonářských ocelí. Počet zkušebních kusů a jejich vyhodnocení musí být v souladu s ČSN EN ISO 17660-1.
Svářeč kvalifikovaný pro svařování betonářské oceli zůstává kvalifikován po dobu dvou let. Po uplynutí této doby je nutná rekvalifikace nebo prodloužení kvalifikace, které vyžaduje dokumentaci záznamů ze zkoušek výrobních svarů.
Svářečtí operátoři pro plně mechanizované nebo automatické svařování si musí udržovat platnost svého osvědčení podle ČSN EN ISO 14732.
Kvalifikace svářečského dozoru
Výrobce svarových spojů z betonářské oceli musí mít k dispozici minimálně jednoho pracovníka svářečského dozoru, který splňuje požadavky ČSN EN ISO 14731 a má navíc specifické technické znalosti svařování betonářské oceli. Tyto znalosti lze získat prostřednictvím speciálního kurzu nebo národních výcvikových programů. Svářečský dozor musí být schopen správně vyhodnotit vady ve svarových spojích.
Kvalifikace postupů svařování
Pro kvalifikaci postupů svařování betonářských ocelí platí zásady, požadavky a kritéria uvedená v ČSN EN ISO 17660-1. Zkušební vzorky musí být svařeny podle předběžné specifikace postupu svařování (pWPS). Před mechanickým zkoušením musí být svarové spoje obloukového svařování podrobeny vizuální kontrole a musí vyhovět na stupeň jakosti C pro povrchové vady podle ČSN EN ISO 5817.
Veškeré mechanické zkoušky musí být provedeny podle ČSN EN ISO 15630-1 a 2. Kritéria přípustnosti jednotlivých zkoušek jsou uvedena v ČSN EN ISO 17660-1.
Platnost kvalifikačních postupů svařování je neomezená, pokud je potvrzena výrobními zkouškami svarů.
Výrobní zkoušky svarů
Výrobní zkoušky svarů slouží k ověření, že za konkrétních výrobních podmínek lze dosáhnout shodné kvality svarů podle kvalifikovaného postupu svařování. Počet zkušebních kusů pro jednotlivé metody svařování a druhy svarových spojů je uveden v tabulce 4 normy. Zkušební kusy musí být provedeny každým svářečem a pro každou WPQR.
V případě nepřerušené výroby musí být maximální doba mezi výrobními zkouškami svarů tři měsíce. V ostatních případech je vyžadována jedna série zkoušek na počátku každé zakázky a následně každý měsíc.
Výsledky výrobních zkoušek svarů musí být zaznamenány do výrobního deníku, který musí být uchován po dobu nejméně pěti let.
Certifikace výrobce
Pro získání certifikátu způsobilosti ke svařování nosných spojů betonářských ocelí musí výrobce prokázat, že jeho systém splňuje minimální požadavky ČSN EN ISO 3834-3 a specifické požadavky ČSN EN ISO 17660-1. Certifikát je vydáván na základě auditu s platností na dobu maximálně tří let s pravidelnými ročními dozory. Certifikát lze prodloužit na základě recertifikačního auditu.
V České republice je poměrně malá skupina výrobců s touto způsobilostí, převážně se jedná o firmy pracující na stavbách většího významu.
Vliv výztuže na návrh kotev do betonu
V oblasti návrhu kotev do betonu existuje možnost zohlednit vliv betonářské výztuže, což může vést ke zvýšení odolnosti proti selhání betonu. Evropská norma EN 1992-4 umožňuje počítat s tímto efektem.
Výztuž lze využít tam, kde je rozhodující selhání betonu nebo jeho rozštěpení. V softwaru Profis Engineering je možné modelovat polohu výztuží a volit, zda uvažovat s přenosem sil ve smyku nebo v tahu. Tento přístup může v některých případech podstatně zvýšit odolnost, zejména ve smyku v kraji betonu.
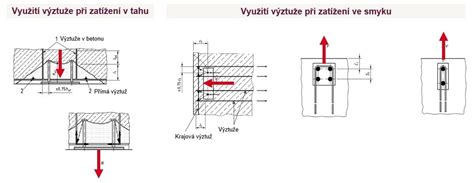
Například při posouzení smykového zatížení 45 kN v kraji betonového nosníku může využití výztuže v betonovém kuželu dosáhnout 96% využití kotevní délky. Bez započtení vlivu výztuže by bylo využití porušení okraje betonu 176%, což by vyžadovalo jiné řešení.
Tato funkcionalita představuje významný krok v návrhu kotev, jelikož zohledňuje reálné chování materiálu a umožňuje tak efektivnější a bezpečnější návrhy.